|
 SLA
stands for “Stereolithography Apparatus”. This method is
the most precise and detail oriented one – a real
diamond in a crown of rapid prototyping techniques. A
minimum feature size from .01” to .005” allows producing
parts and components of unbelievable complexity. SLA
parts require little cleaning, can be glued, drilled,
screwed or machined. An assembly of such parts is the
most precise as SLA resins, unlike curable resins,
present practically zero shrinkage. Properly primed and
painted SLA parts will live a long life and absolutely
suitable to be included in any scale model, even a
museum one. We have non-painted SLA samples being stored
in our sample collection for over 10 years and not
showing even a slightest sign of deterioration. SLA
stands for “Stereolithography Apparatus”. This method is
the most precise and detail oriented one – a real
diamond in a crown of rapid prototyping techniques. A
minimum feature size from .01” to .005” allows producing
parts and components of unbelievable complexity. SLA
parts require little cleaning, can be glued, drilled,
screwed or machined. An assembly of such parts is the
most precise as SLA resins, unlike curable resins,
present practically zero shrinkage. Properly primed and
painted SLA parts will live a long life and absolutely
suitable to be included in any scale model, even a
museum one. We have non-painted SLA samples being stored
in our sample collection for over 10 years and not
showing even a slightest sign of deterioration.
 SLA
technology is based on directing a focused UV laser beam
across a vat of liquid thermostat resin. The resin is
curing at a focus point of a laser beam. As the beam,
driven by .stl 3D file, is moving across the liquid, a
thin two-dimensional cross section layers are curing,
building layer-upon-layer a solid plastic part. Upon
completion a part is being washed up, dried and it is
ready for assembly. SLA
technology is based on directing a focused UV laser beam
across a vat of liquid thermostat resin. The resin is
curing at a focus point of a laser beam. As the beam,
driven by .stl 3D file, is moving across the liquid, a
thin two-dimensional cross section layers are curing,
building layer-upon-layer a solid plastic part. Upon
completion a part is being washed up, dried and it is
ready for assembly.
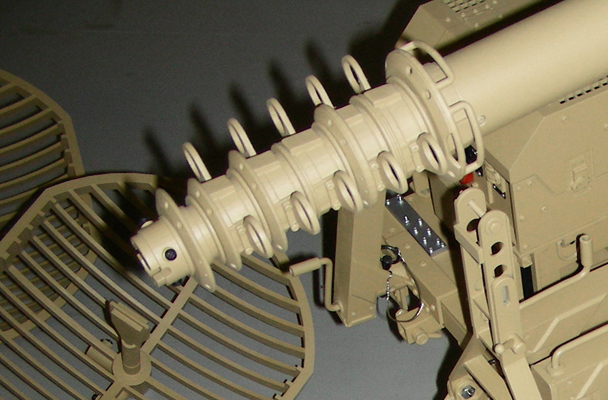
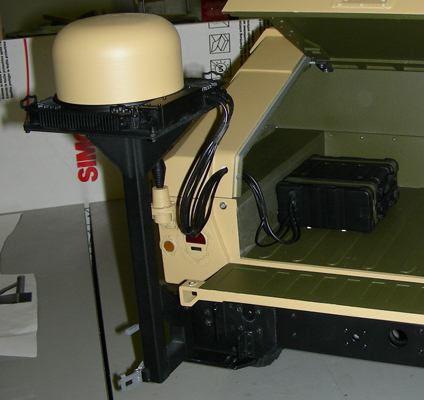
One of the many advantages of SLA is a variety of
materials. SLA resins come clear and opaque, in
different colors, with properties simulating ABS,
Polypropylene or Polycarbonate. A color of opaque
material might be not so important in model making as in
most cases opaque parts are being painted, however
properties of certain durable materials are desirable as
well as an ability of producing complex clear parts.
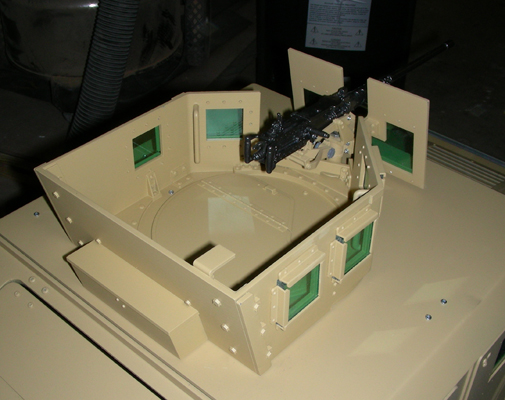
 An
SLA bed vary from 10” x 10” x 10” high to 29” x 25” x
21” high, depending on system’s type. Larger parts can
be built in sections and fused together. An
SLA bed vary from 10” x 10” x 10” high to 29” x 25” x
21” high, depending on system’s type. Larger parts can
be built in sections and fused together.
A support structure is built from the same material in
form of numerous very thin strings connected between
themselves by crossed strings. In general, support
structure reminds of bridge supports and it is easily
removable from the actual part.
No doubt, SLA technique brought wonders to the modern
professional model making. However, it has two
disadvantages.
1. High cost. SLA resin itself, a machine time along
with equipment’s maintenance are costly.
2. SLA resin is fragile. Drop an
FDM produced
ABS part and it will stay intact. Drop or hit an SLA
part and it will shatter.
We are considering all the advantages and disadvantages
of the SLA method, while selecting parts that will be
produced by this technique. Nothing can replace SLA when
we are in need of highly detailed, complex and precise
part or component. Producing all parts by this
technique, on the other hand, is unwise, due to a high
cost. Whenever possible, we are looking for an alternative
way in order to save our customer’s money and assigning
parts to SLA machine only when we are sure there is no
other choice.
It is also unwise to assign to SLA method parts that are
participating in model’s structure and have to withstand
a stress. Such parts are better to be produced by
FDM or
CNC.
Even if such parts have details that will be lost in
FDM or
CNC,
these detailed areas could be separated, produced by SLA
and then being integrated into a part with higher
durability. |