|
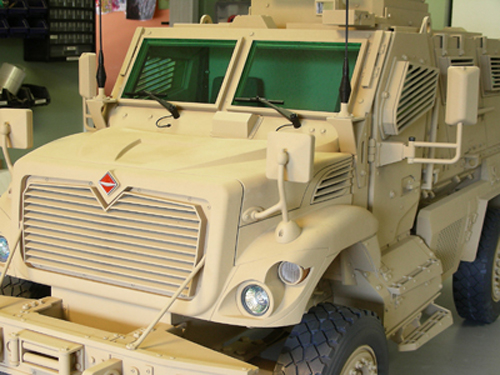
FDM stands for “Fused Deposition Modeling”. This method
is the best choice when we need a part with low volume
of details and high structural integrity.
The method is based on melt extrusion of thermoplastic
material of the styrene family - usually ABS. ABS along
with
 other styrenes is known first of all for its
durability. Styrene parts are easy to machine, drill,
glue, sand and paint, they serve for a long time without
a sign of deterioration. Since the beginning of “Plastic
Age” styrene was a first choice in professional model
making. other styrenes is known first of all for its
durability. Styrene parts are easy to machine, drill,
glue, sand and paint, they serve for a long time without
a sign of deterioration. Since the beginning of “Plastic
Age” styrene was a first choice in professional model
making.
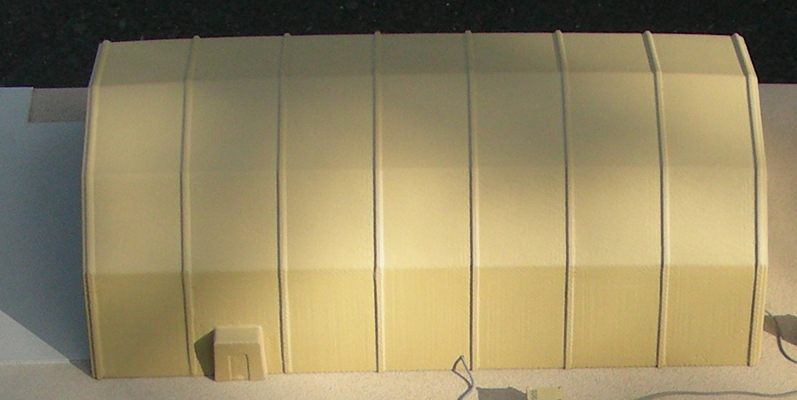
The material is being melted in the nozzle tube and
being deposited, layer by layer, along the trajectory of
the contour
nozzle. An extruded material is curing rapidly as its
temperature goes down, instantly bonding with the
underlying layer. A thickness of each layer plays role
and has its limitations. With the minimum line width
(wall thickness is .020” (.5mm) FDM machinist can set a
layer thickness to .007, .010, or .014 inch thick,
according to complexity of the part and required
resolution. limitations. With the minimum line width
(wall thickness is .020” (.5mm) FDM machinist can set a
layer thickness to .007, .010, or .014 inch thick,
according to complexity of the part and required
resolution.
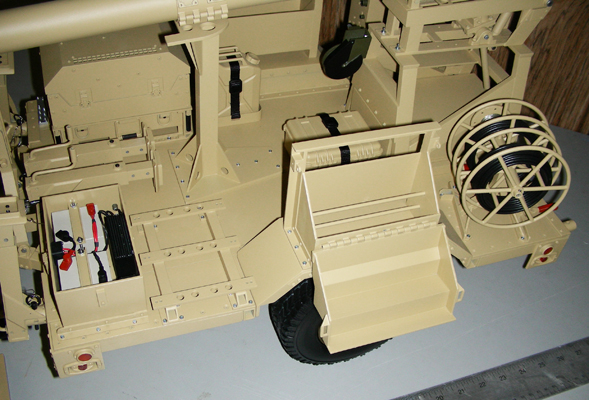
A basic FDM bed is 10” x 10” x 12” high, which is enough
for most of the parts. These parts longer than 10 - 12”
can be built in sections and fused together. As was
mentioned before ABS is great to glue or screw, so
assembling a part’s sections does not pose a problem.
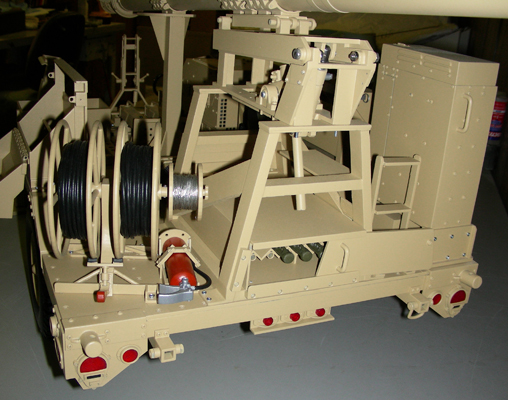
As the height of the built increases it needs to be
supported in order to keep the shape of the future part
in accordance to the CAD design. In order to provide
adequate supporting structure, the FDM software
automatically designs a secondary structure identified
as "SUPPORT" providing not only support but also an
orientation for the main built, and only where it is
needed. So there is a second nozzle from which a support
material is extruded during the process, building a
secured structure in holes and cavities of the main part
and around it. An appropriate layer’s thickness also can
be set for the support built.
The support material is water solvent. After a built is
completed, it is being easily removed off the part using
sonically driven hot water bath. Because a support
material is being “washed” off the part and not removed
physically, it preserves the integrity of the part’s
surfaces, especially in holes, cavities and undercut
areas.
In conclusion, when we need parts with fewer details but
of higher structural integrity, FDM method is the
answer. This technique cannot be seen as an alternative
to SLA – it is a mistake being made often. FDM has
obvious weaknesses in comparison to
SLA, such as poor
representation of details or more effortful surface
finish. On the other hand, ABS material is far superior
to
SLA resin due to its durability and other
characteristics and the technique itself is less
expensive than
SLA. There is no doubt that FDM method
has its rightful and respectful place in the world of
rapid prototyping.
As we stand for diverse and combinatory rapid
prototyping strategy, we determine which parts and
components are better to produce by FDM while planning a
dispatch of digital tooling. |